
Máy đùn liên tục



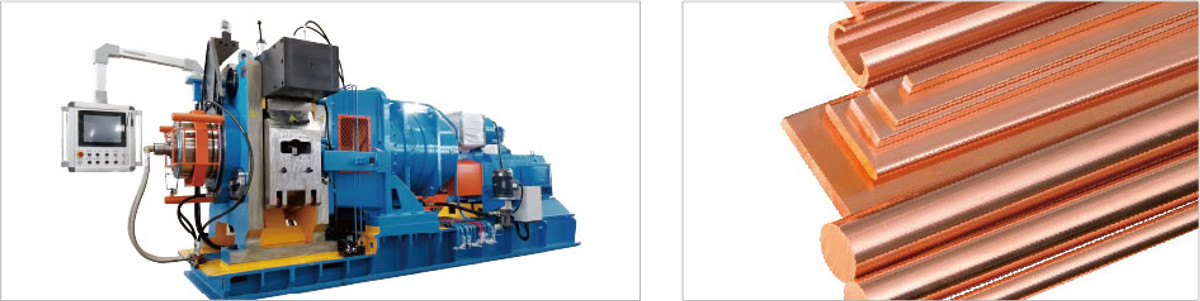



Thuận lợi
1, biến dạng dẻo của thanh cấp liệu dưới lực ma sát và nhiệt độ cao giúp loại bỏ hoàn toàn các khuyết tật bên trong của thanh để đảm bảo sản phẩm cuối cùng có hiệu suất sản phẩm tuyệt vời và độ chính xác kích thước cao.
2, không làm nóng trước cũng không ủ, sản phẩm chất lượng tốt thu được từ quá trình ép đùn với mức tiêu thụ điện năng thấp hơn.
3, với việc cấp liệu bằng một thanh có kích thước duy nhất, máy có thể tạo ra nhiều loại sản phẩm có kích thước khác nhau bằng cách sử dụng các khuôn khác nhau.
4, toàn bộ dây chuyền được vận hành dễ dàng và nhanh chóng mà không có bất kỳ công việc nặng nhọc hoặc ô nhiễm nào trong quá trình ép đùn.
Cho ăn thanh đồng
1.Làm dây đồng dẹt, thanh cái đồng nhỏ và dây tròn
| Người mẫu | TLJ 300 | TLJ 300H |
| Công suất động cơ chính (kw) | 90 | 110 |
| Thanh cho ăn dia. (mm) | 12,5 | 12,5 |
| Tối đa. chiều rộng của sản phẩm (mm) | 40 | 30 |
| Mặt cắt dây phẳng | 5-200 | 5 -150 |
| Đầu ra (kg/h) | 480 | 800 |
Bố trí dây chuyền sản xuất

Hệ thống làm mát máy ép đùn tiền xử lý hoàn trả. Máy tập vũ công
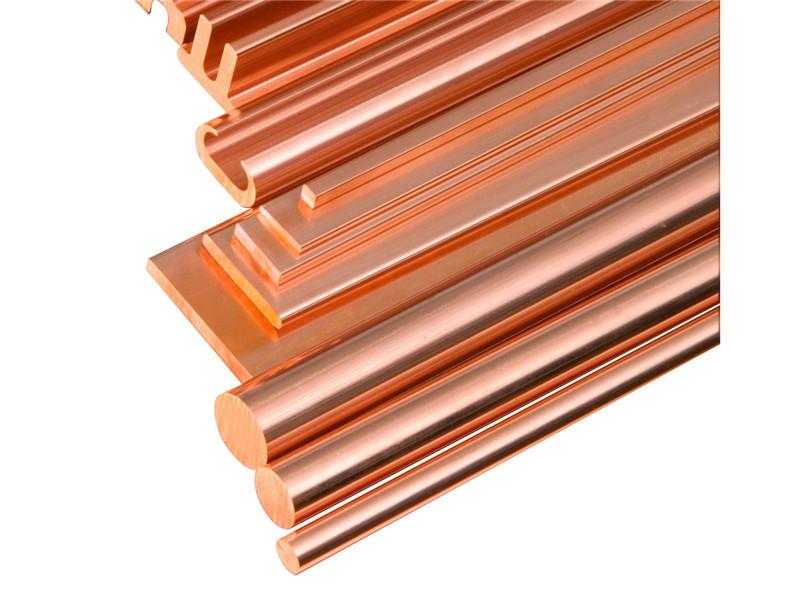
2.Làm thanh cái bằng đồng, đồng tròn và đồng định hình
| Người mẫu | TLJ 350 | TLJ 350H | TLJ 400 | TLJ 400H | TLJ 500 | TLJ 630 |
| công suất động cơ chính (kw) | 160 | 200 | 250 | 315 | 355 | 600 |
| thanh cho ăn dia. (mm) | 16 | 16 | 20 | 20 | 25 | 30 |
| tối đa. chiều rộng của sản phẩm (mm) | 100 | 100 | 170 | 170 | 260 | 320 |
| đường kính thanh sản phẩm (mm) | 4,5-50 | 4,5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| diện tích mặt cắt ngang của sản phẩm (mm2) | 15-1000 | 15-1000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| đầu ra (kg/h) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
Bố trí dây chuyền sản xuất

Hệ thống làm mát máy ép đùn & nạp tiền thanh toán. Máy đo chiều dài sản phẩm băng ghế dự bị
3. Làm thanh cái đồng, thanh đồng
| Người mẫu | TLJ 500U | TLJ 600U |
| công suất động cơ chính (kw) | 355 | 600 |
| thanh cho ăn dia. (mm) | 20 | 30 |
| tối đa. chiều rộng của sản phẩm (mm) | 250 | 420 |
| tối đa. tỷ lệ chiều rộng và độ dày | 76 | 35 |
| độ dày sản phẩm (mm) | 3-5 | 14-18 |
| đầu ra (kg/h) | 1000 | 3500 |
Bố trí dây chuyền sản xuất

Cho ăn thanh hợp kim đồng
Áp dụng cho dây dẫn cổ góp, phôi đồng thau, thanh đồng phốt-pho, dải khung chì, dây tiếp xúc đường sắt, v.v.
| TLJ 350 | TLJ 400 | TLJ 500 | TLJ 630 | |
| vật liệu | 1459/62/63/65 đồng thau cu/Ag (AgsO.08%) | đồng phốt pho (Pso,5%) cu/Ag (AgsO,3%) | đồng magiê (MgsO,5%) đồng sắt (Feso.l% | đồng magie (MgsO,7%)/Cucrzr |
| thanh cho ăn dia. (mm) | 12/12/5 | 20 | 20 | 25 |
| tối đa. chiều rộng của sản phẩm (mm) | 30 | 150 (dải đồng bạc) | 100(dải khung chì :) | 320 |
| đường kính thanh sản phẩm (mm) | bóng đồng phốt pho: 10-40 | thanh đồng magiê: 20-40 | thanh đồng magiê: 20-40 | |
| đầu ra (kg/h) | 380 | 800-1000 | 1000-1200 | 1250/850 |
Bố trí dây chuyền sản xuất
Hệ thống làm mát máy ép đùn & nạp tiền thanh toán. Máy đo chiều dài
Cho ăn thanh nhôm
Áp dụng cho dây dẹt, thanh cái và dây dẫn định hình, ống tròn, ống MPE và PFC
| Người mẫu | LLJ 300 | LLJ 300H | LLJ 350 | LLJ 400 |
| công suất động cơ chính (kw) | 110 | 110 | 160 | 250 |
| thanh cho ăn dia. (mm) | 9,5 | 9,5 | 2*9.5/15 | 2*15/12 |
| tối đa. chiều rộng của sản phẩm dây dẹt (mm) | 30 | 30 | 170 | |
| diện tích mặt cắt ngang của sản phẩm dây dẹt (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| đường kính ống tròn (mm) | 5-20 | 5-20 | 7-50 | |
| chiều rộng ống phẳng (mm) | - | 40 | ≤70 | |
| đầu ra dây / ống phẳng (kg / h) | 160/160 | 280/240 | 260/260 | (600/900)/- |
Bố trí dây chuyền sản xuất

Máy ép tóc thanh toán Làm sạch siêu âm Máy làm mát Sys Dancer Take-up
Hình ảnh 217282
Sản phẩm liên quan
-

Máy ốp liên tục
Nguyên tắc Nguyên lý của lớp phủ/vỏ bọc liên tục tương tự như nguyên lý ép đùn liên tục. Sử dụng cách bố trí dụng cụ tiếp tuyến, bánh ép đùn dẫn động hai thanh vào buồng bọc/vỏ bọc. Dưới nhiệt độ và áp suất cao, vật liệu đạt đến điều kiện liên kết luyện kim và tạo thành lớp bảo vệ kim loại để bọc trực tiếp lõi dây kim loại đi vào buồng (vỏ), hoặc được ép đùn...